




制浆车间控制系统
制浆车间控制系统组成:
1.ES(工程师站)
OS操作员站
2.AS控制主站
3.I/O远程采集站
4.工业以太网、DP网
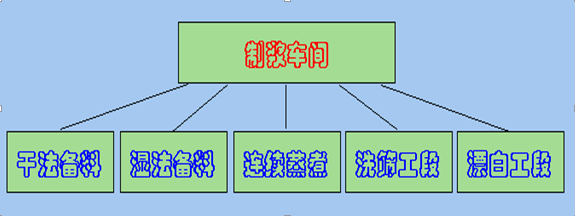
洗选工段:
洗选工段是将纸浆与蒸煮液尽量分离开,主要指标是洗净度(残碱)及黑液密度(波美度)。
洗净度要求残碱量控制在0.05g/L以下,黑液密度要求波美度控制在7-9范围内。残碱与波美度是互为矛 盾关系,要提高洗净度就要求增加洗涤用水,就会降低波美度而增加蒸发工段的蒸汽量;反之,提高波美度,就要求减少洗涤用水,这样就会增加残碱量。
湿法备料工段:
通过基本控制级的调节控制,当苇片料仓料位高时停进料带、料位低时报警,通过料仓出料速度控制及进苇片洗涤器清水流量控制,可以控制产量、进苇片洗涤器水量,使生产过程得以正常运行。
连续蒸煮要求纤维原料、碱液混合均匀、在一定的温度和反应时间内才能得到合格的纸浆,各设备的运转速度、纤维原料、碱液、汽、稀黑液的加入量均要达到*的协调,需要完善的自控系统包括必要的电气联锁装置。
漂白工段:
漂白工段目的是增加纸浆白度和白度的稳定性,改善纸浆物理化学性质。漂白是通过化学药品的作用除去浆中的某些成分,包括木素和其衍生物,碳水化合物的降解产物、树脂以及金属离子等,或者改变木素上发色基因的结构来实现的。对文化纸要求白度达到80左右。
- 上一篇:全自动化制浆站控制系统工程
- 下一篇:制浆控制系统软件讲解
推荐资讯






